
联系我们

当前位置:
天津 万弗莱钢有限公司 >铁岭本地今日News
无缝钢管-螺旋用品质说话
更新时间:2025-02-08 13:03:22 浏览次数:25 公司名称:天津 万弗莱钢有限公司
以下是:无缝钢管-螺旋用品质说话的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
以下是:无缝钢管-螺旋用品质说话的图文视频

无缝钢管-螺旋用品质说话,万弗莱钢有限公司为您提供无缝钢管-螺旋用品质说话,联系人:付涛,电话:022-58789990、15900333356,QQ:1580111377,请联系万弗莱钢有限公司,发货地:天津大邱庄开发区发货到辽宁省 铁岭市 银州区、西丰县、昌图县、调兵山市、开原市。 辽宁省,铁岭市 1984年9月20日,省辖铁岭市成立。历史上,出于铁岭的文臣武将,名士奇才很多;一批文艺小品红遍神州,铁岭成为“之乡”“小品之乡”,以其农业资源、煤炭资源和电力工业,被誉为“辽宁粮仓”“能源之城”。铁岭山川秀美,龙首山有太阳庙、古碑林、慈清寺等30余处古今人文景观,城子山山城为文物保护单位。铁岭民俗丰富、地域风情独具魅力,还是“曲艺小品之乡”和“二人转之乡”,由铁岭人独创的秧歌戏成为祖国戏剧百花园中的新剧种。还被列为第二批农产品质量县。
想要知道无缝钢管-螺旋用品质说话产品如何?看视频就知道!看视频,选产品更明智!
以下是:无缝钢管-螺旋用品质说话的图文介绍


天燃气运送专用3PE防腐钢管职业在国内当时开展的现状仍是不错的,在防腐职业中咱们所熟知的--3PE防腐无缝钢管,在职业中也是发挥着比较大的效果,今日咱们就关于3PE防腐无缝钢管厂家的相关常识进行剖析与介绍,期望关于职业中还不太熟知其功用的人士有所帮助.三层结构的聚乙烯(3PE)防腐涂层以其杰出的抗腐蚀性/抗水气渗透性以及力学功用等,在石油管道职业得到了广泛使用.jiaxiaofeng3PE防腐钢管一防腐层关于埋地管道的寿数来说是至关重要的,相同原料的管道,有的埋在地下几十年不腐蚀,有的几年就发作泄露.就是因为它们选用了不同的外防腐层。减少了能耗。已成为市场上广泛应用的一种大口径输水大口径输水管道的主品。在国内配套工程、APEC峰会北京怀柔雁栖湖生态供水、申办会场崇礼滑雪场重点项目中得到应用。TPEP防腐钢管,即为外缠绕三层聚乙烯内熔结环氧防腐钢管。他延续了传统钢管强度高,整体性强,可塑性好,能承受较高的外压和内压,对地基的适应性好的优点。相对于砼管和球墨铸铁管重量较轻,安装方便,接头少,无渗漏。内壁热熔结环氧树脂涂层附着力好,耐久性长、耐腐蚀能力强,使用寿命50年以上。内壁光滑,输送相同流量的介质,口径可以降低一个级别。外涂层涂覆采用高压挤出缠绕工艺,图层坚韧耐磨,抗冲击性及抗弯曲性优良,能有效防止施工中的机械损坏及使用过程中的植物根系和土壤环境应力的损坏。



业企业将限产限排。河北唐山启动重污染天气应急减排措施后,又启动紧急限行!随着冬季采暖季来临,需求上涨,加上停产措施,黑色系短期供需紧张局面或将,自6月27日宝钢股份、武钢股份停牌宣布重组以来,二者的重组就受到了市场的极大关注。焦煤、焦炭的价格上周逆天上涨,涨幅达100-150元。周一公布的关税就是针对钢铁业一连串反措施中的一步棋。选择适宜的场地和库房
(1)保管钢管的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要杂草及一切杂物,保持钢管干净
(2)在仓库里不得与酸、碱、盐、水泥等对钢管有侵蚀性的材料堆放在一起。不同品种的钢管应分别堆放,防止混淆,防止接触腐蚀
(3)大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放
(4)中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但必须上苫下垫
(5)一些小型钢管、薄钢板、钢带、硅钢片、小口径或薄壁钢管、各种冷轧、冷拔钢管以及价格高、易腐蚀的金属制品,可存放入库
(6)库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房
(7)库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境
2.合理堆码、先进先放
(1是大型直缝焊管生产企业之一,座落于中国 的钢管生产地-聊城,常年生产销售直缝焊管,Q345B焊管,大口径厚壁直缝焊管,大口径薄壁焊管,直缝焊管生产厂家。地理位置得天独厚,交通运输极为方便。总占地面积30万平方米,公司有专业的高级技工、技师、生产和产品检验人员270人,拥有3条国内先进的螺旋双面埋弧焊钢管生产线,3条热轧热扩无缝钢管生产线,2条大口径钢管生产线。其主导产品是:Φ219mm-Φ3220mm,壁厚5mm-60mm的螺旋双面埋弧焊钢管;Φ16mm-Φ820mm,壁厚2mm-50mm 的热轧热扩无缝钢管。Φ400mm-Φ3600mm,壁厚6mm-120mm 的大口径钢管;产品销往全国28个省、市、自治区,并出口东南亚和中东等 和地区。产品执行API SPEC 5L、5CT 、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162等标准。
螺旋钢管全部采用当今先进的生产设备及美国林肯自动买弧焊机,并配备了在线数字超声波探伤仪、静水压试验机、X射线实时成像机等完备的质检仪器)堆码的原则要求是在码垛稳固、确保的条件下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止混淆和相互腐蚀
(1)保管钢管的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要杂草及一切杂物,保持钢管干净
(2)在仓库里不得与酸、碱、盐、水泥等对钢管有侵蚀性的材料堆放在一起。不同品种的钢管应分别堆放,防止混淆,防止接触腐蚀
(3)大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放
(4)中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但必须上苫下垫
(5)一些小型钢管、薄钢板、钢带、硅钢片、小口径或薄壁钢管、各种冷轧、冷拔钢管以及价格高、易腐蚀的金属制品,可存放入库
(6)库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房
(7)库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境
2.合理堆码、先进先放
(1是大型直缝焊管生产企业之一,座落于中国 的钢管生产地-聊城,常年生产销售直缝焊管,Q345B焊管,大口径厚壁直缝焊管,大口径薄壁焊管,直缝焊管生产厂家。地理位置得天独厚,交通运输极为方便。总占地面积30万平方米,公司有专业的高级技工、技师、生产和产品检验人员270人,拥有3条国内先进的螺旋双面埋弧焊钢管生产线,3条热轧热扩无缝钢管生产线,2条大口径钢管生产线。其主导产品是:Φ219mm-Φ3220mm,壁厚5mm-60mm的螺旋双面埋弧焊钢管;Φ16mm-Φ820mm,壁厚2mm-50mm 的热轧热扩无缝钢管。Φ400mm-Φ3600mm,壁厚6mm-120mm 的大口径钢管;产品销往全国28个省、市、自治区,并出口东南亚和中东等 和地区。产品执行API SPEC 5L、5CT 、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162等标准。
螺旋钢管全部采用当今先进的生产设备及美国林肯自动买弧焊机,并配备了在线数字超声波探伤仪、静水压试验机、X射线实时成像机等完备的质检仪器)堆码的原则要求是在码垛稳固、确保的条件下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止混淆和相互腐蚀



万弗莱钢有限公司是【辽宁铁岭钢塑复合管】等产品专业生产加工的厂家,拥有完整、科学的质量管理体系。万弗莱钢有限公司的诚信、实力和【辽宁铁岭钢塑复合管】产品质量获得业界的认可。



针对目前企业发展所需,无缝钢管一步步的走到了人们的生活中,现在不管是在建筑中还是在人们的日常生活中都常看到无缝钢管,无缝钢管还可以被作用在工业农业领域,可以说多方面的性能优势让无缝钢管很受欢迎,在提倡使用无缝钢管的号召之下,无缝钢管只会越来越受欢迎。目前无缝钢管的行业竞争力也在,很多的大型无缝钢管企业之间都在竞争,所以无缝钢管自身的发展也很快,国内优质的无缝钢管量产,而且投放市场越来越多。
缩孔和缩孔残余都是钢材技术标准中所不允许存在的缺陷,生产中必须切除干净。缩孔,特别是锭身的缩孔,必然cr无缝管的成材率。缩孔的形成倾向与钢种锭型及注温注速有关。高碳钢硅锰钢如SiM等)等缩孔较重,而低碳钢铬不锈钢如Cr等)则缩孔较轻。小钢锭和高宽比大锥度小的钢锭缩孔缺陷一般也较重;注温高或注速快,会助长缩孔发展。cr无缝钢管无缝管的生产可以是热轧热挤压冷轧和冷拔。近年来由于连铸连轧技术的进步以及各种焊接新技术和无损检测技术的应用,cr无缝钢管焊管的质量不断,可以在各使用领域内部分替代cr无缝钢管无缝管,且价格比无缝管约低%。我公司正不断的创新,拼搏,求精,务实,以人为本,拥有高素质的销售团队,以诚兴业的企业宗旨,以精益求精的念,不断超越自己,发展自己,自己,展望未来,机遇和挑战共存,合作和发展同在,



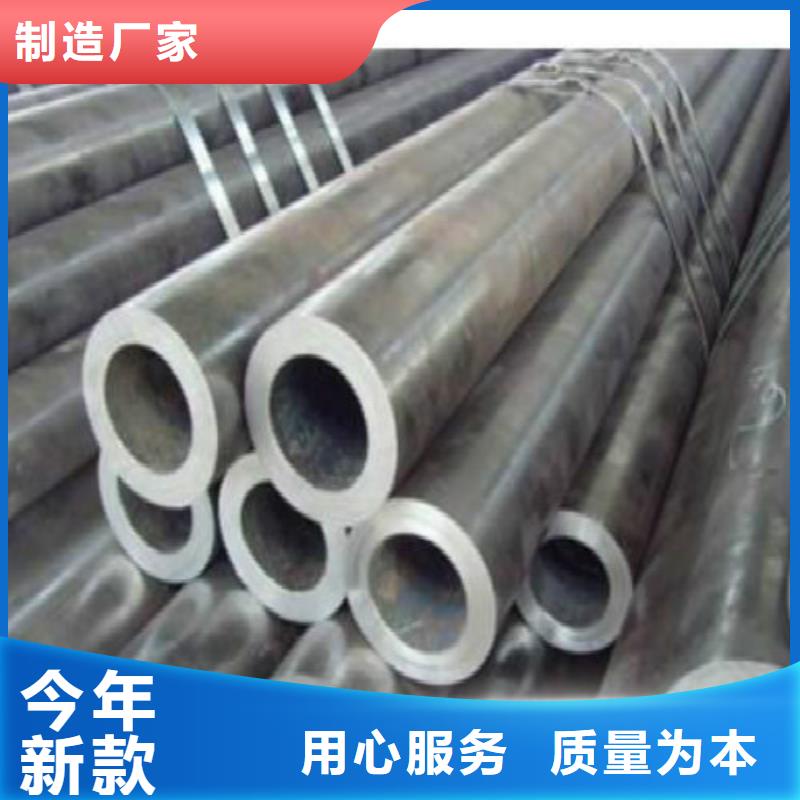
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
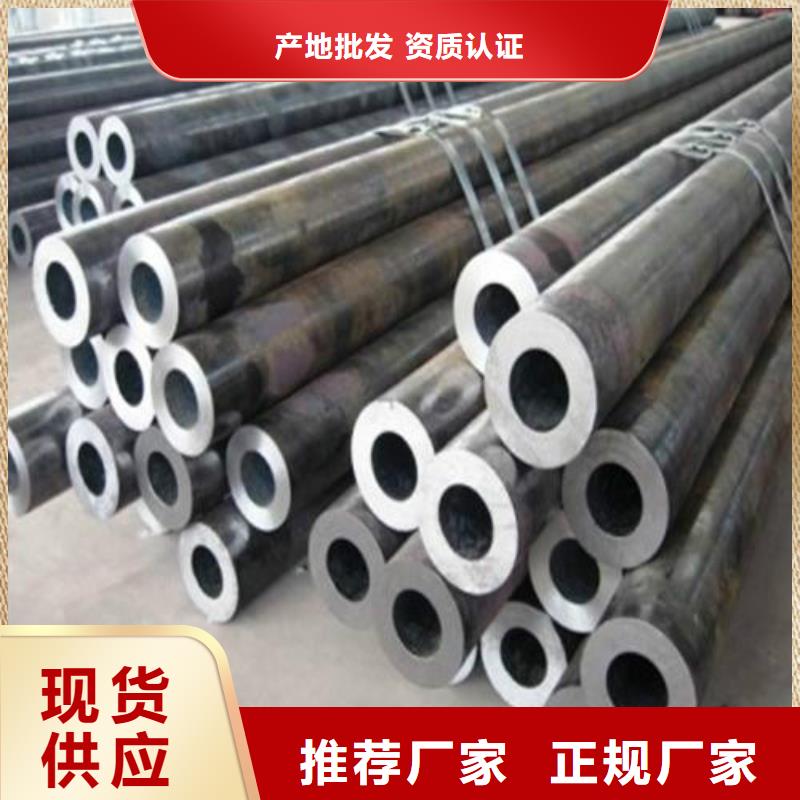
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。

无缝钢管-螺旋用品质说话,万弗莱钢有限公司为您提供无缝钢管-螺旋用品质说话产品案例,联系人:付涛,电话:022-58789990、15900333356,QQ:1580111377,发货地:大邱庄开发区。